


Demanding environments and critical production schedules require reliable and high-performing equipment. For decades, Lafferty has been a trusted supplier for companies at all levels of the food and beverage industry – from local craft breweries to large-scale processing plants.
Quality equipment makes it easy for employees to dilute, dispense and apply chemical correctly.
Lafferty products are top performers. They typically provide years of service while consistently proportioning chemicals and producing high quality foam, spray or fog. When your chemical equipment is out of operation, you lose money whether you are an end user or chemical supplier.
Lafferty manufactures chemical dilution and application equipment that is compatible with a wide range of utilities and chemicals. Models are available with flow rates to suit large or small jobs.
Contact us to discuss your goals and allow us to recommend equipment based on requirements and expectations.



- Refrigerated and frozen foods
- Baked goods
- Produce
- Meat, poultry and seafood
- Snack foods
- Canned foods
- Dairy
- Soft drinks and beverages
- Beer, wine and spirits

Mixing Stations dispense diluted chemical into any size container.
Sprayers and Sanitizers project liquid chemical in a fan pattern.

Foamers increase chemical contact time and reduce water usage.

Foggers project damp or dry chemical mist to fill the air and wet surfaces.
Find equipment and technical details on the main Lafferty website using the category links below, continue browsing the Learning Center, or contact us for personal assistance.


Upgrades, modifications, color-coding, and custom units can meet any challenge.

Multifunction Hose Drop Stations

Most single-function systems are available in Multifunction Hose Drop Stations. With wall-mounted and portable options, these robust designs feature dedicated foamer/injector bodies for each function. Contact us for custom configurations.
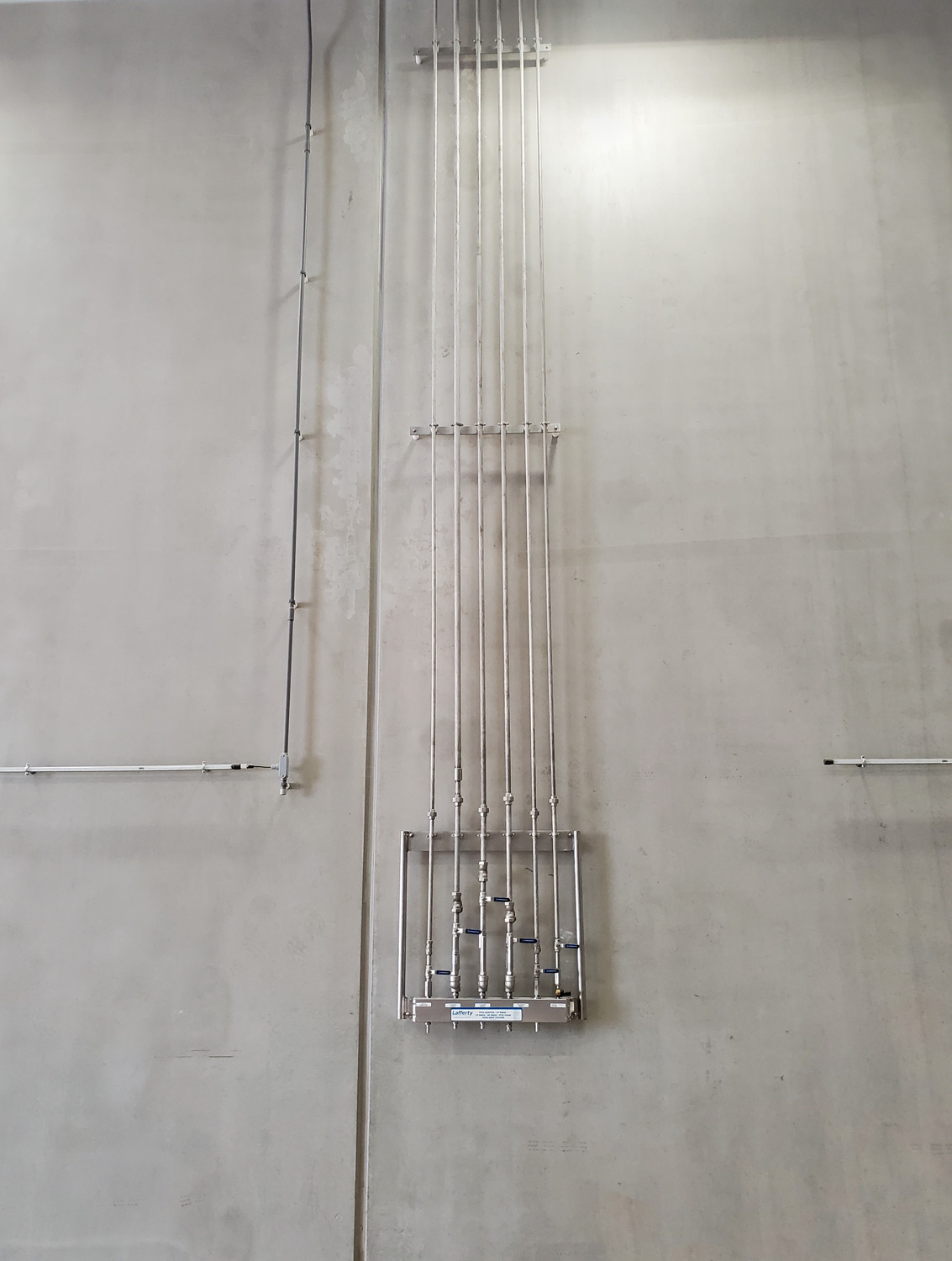



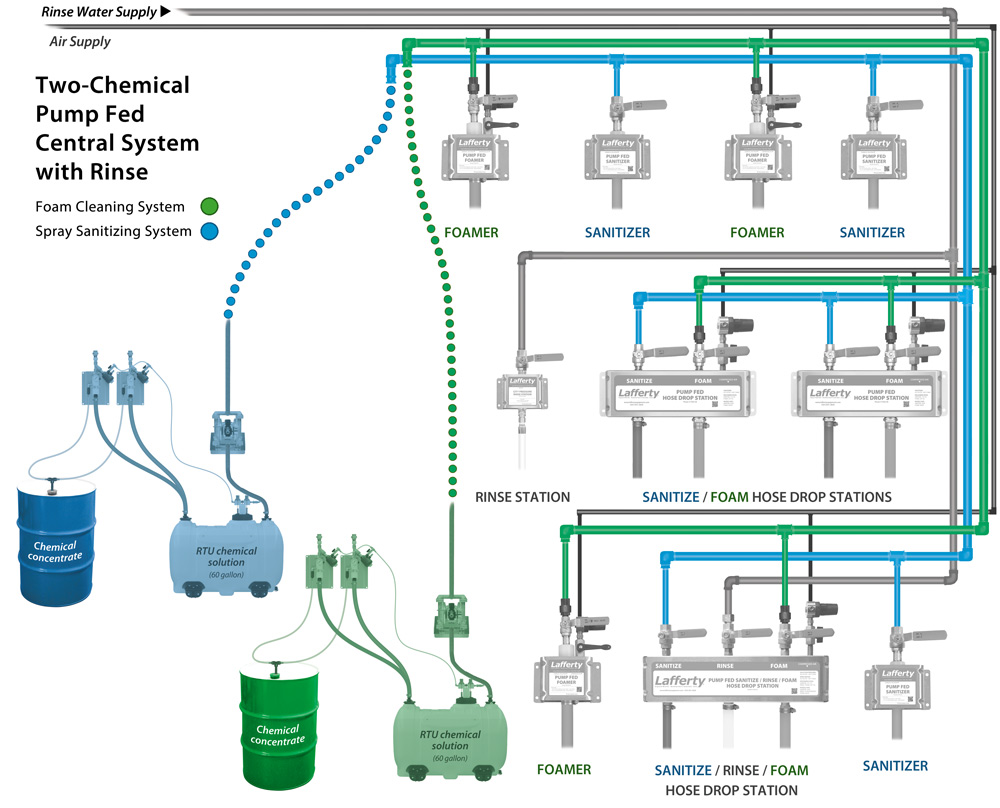
Pump Fed Central Systems
Pump Fed Systems dilute chemical in a central location and pump it to foaming and sanitizing stations throughout the facility. Advantages include removing chemical concentrate from the production floor and preventing dilution tampering by operators.
Contact Us
Please submit a contact form or give us a call today!













